

今天要和大家分享一下2.5mm4极音频插头的组装,2.5mm4极插头一般常用于播放器的Balance输出,所以作为一名Hifi DIY发烧友对于此插头一定不陌生了。首先我们说说这个插头的极性定义,因为是4极缘故,左右的负极是独立分开的,市面上绝大多数厂家的插头都是按以下定义,有需要可以直接右键保存。

焊接
简单的插头定义介绍完后,我们可以根据定义开始焊接了,这里我会给出几个焊接时候的建议,希望可以帮助大家更好的完成焊接工作以及完成插头处理。
- 由于2.5mm4极比较精密,绝缘树脂材料相对较小,要求我们快速完成每次焊接动作。一般步骤下,我们先给每个极性上锡,这里我们需要注意使用的上锡量不用过多看见有锡层贴合在表面即可。PS:尤其注意L+、R+的处理,由于这2极靠内我们需要更谨慎地控制焊接锡用量,并且建议按照下图方式操作。
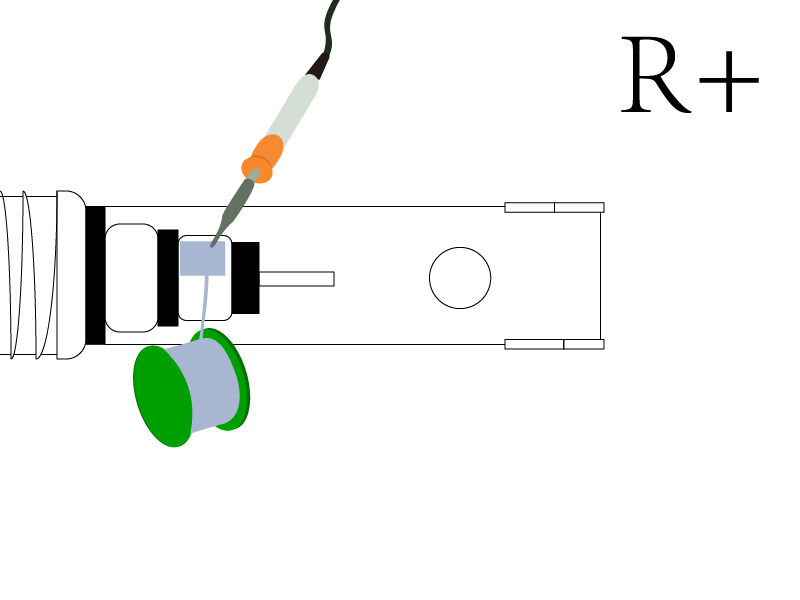
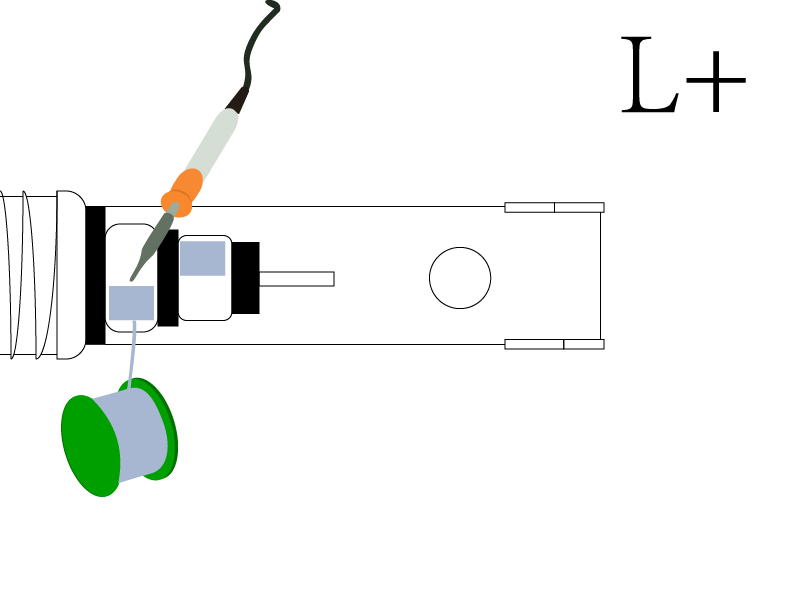
- 线材与插头焊接面最好成30度左右,容易充分焊接;R+、L+两极建议留长多1mm左右,折一定角焊接,避免短路以及方便后期处理;下面是本人刚焊接完的2.5插头,提供参考。
- L-尽量靠近插头里面焊接;4极的线最好L-和R+一侧,R-和L+一侧,既美观又不会短路;焊接L-时候注意线材不要碰到插头,避免温度过热的金属碰到线材损坏线材。PS:部分镀铑的插头如果比较难上锡可以用锉刀打磨接触面使其形成一个小平台。
焊接后处理
我们焊接完就要开始加热熔胶套热缩管之类的了,首先我们需要根据插头出线口直径已经线身直径判断需要加多少层热缩管才能保证线材不会轻易扭动;其次特别需要在插头线夹初加多一层热缩管避免线材外皮被线夹磨损其次更好的让线夹固定线材;最好在插头与出线口空隙多加几层热缩管这样可以防止线材的转动;延伸出来的热缩管选择5mm或者6mm的1-2层就好;插头的热缩管不能加过厚避免顶住外壳;如果有合适的尾口套尽量选用,既美观又耐用。
其他
这部分以后我想到什么写什么